-

开封中交建工预应力设备有限公司
主营:智能张拉设备,智能压浆设备,锚具

开封中交建工预应力设备有限公司
主营:智能张拉设备,智能压浆设备,锚具 6
6
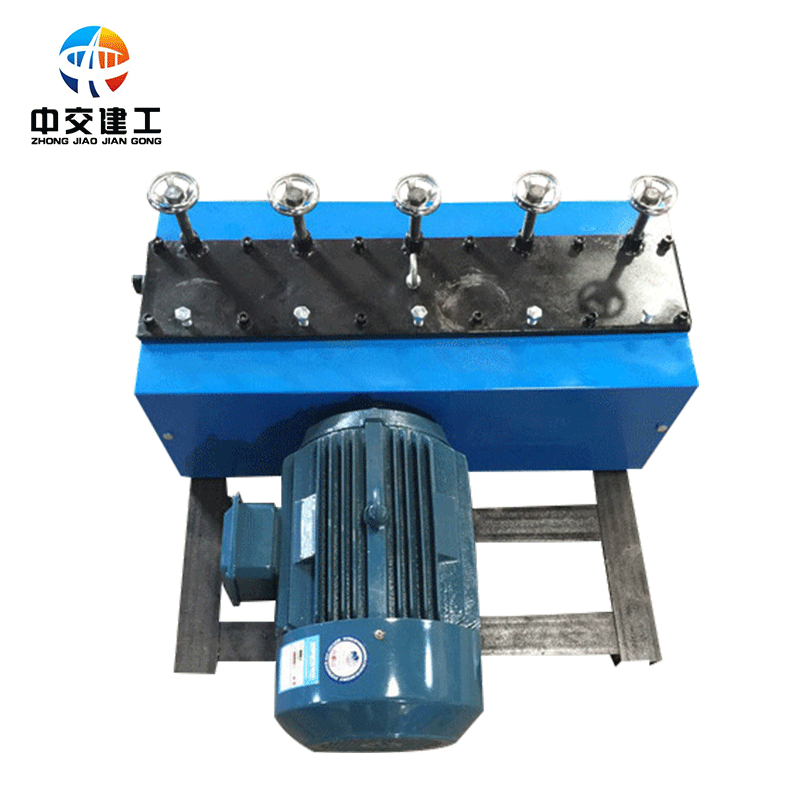
?电机砂轮切割机变频器保险空气开关显示仪表电位器电器控制箱预应力筋轴承?图4-1??预应力穿束机平面示意图????????????图4-2??预应力穿束机剖面图?在完成预应力孔道波纹管埋设、检查验收,穿束机安装就位后,预应力钢绞线的一端从基座后侧装入,预应力钢绞线依次穿过后侧的定位孔、主动轮、和从动轮之间的凹槽、副主动轮和副从动轮之间的凹槽、前侧的定位孔之后穿进对应的波纹管道口,然后调节调整螺母使螺杆下降压迫轴承座和副轴承座,直到所有转动轮都尽可能的夹紧预应力钢绞线,最后启动电机。 全自动钢绞线穿束机:200米钢绞线穿束机型号预应力钢绞线穿线机:
全自动钢绞线穿束机:200米钢绞线穿束机型号预应力钢绞线穿线机: ⑽凡工艺过程中产生粉尘、有害气体或有害蒸汽的机器设备,应尽量采用自动加料、自动卸料装置,并必须有吸入、净化和排放装置,以保证工作场所排放的有害物浓度符合TJ-0《工业企业设计卫生标准》和GBJ-《工业"三废"排放试行标准》的有关要求。⑾设计机器设备时,应使用安全色。易发生危险的部位,必须有安全标志。安全色和标志保持颜色鲜明、清晰、持久。⑿机器设备中产生高温、较低温、强辐射线等部位,应有屏护措施。⒀有电器的机器设备都应有良好的接地(或接零),以防止触电,同时注意防静电。⒉安装和使用过程中的预防措施⑴要按照制造厂提供的说明书和技术资料安装机器设备。
⑽凡工艺过程中产生粉尘、有害气体或有害蒸汽的机器设备,应尽量采用自动加料、自动卸料装置,并必须有吸入、净化和排放装置,以保证工作场所排放的有害物浓度符合TJ-0《工业企业设计卫生标准》和GBJ-《工业"三废"排放试行标准》的有关要求。⑾设计机器设备时,应使用安全色。易发生危险的部位,必须有安全标志。安全色和标志保持颜色鲜明、清晰、持久。⑿机器设备中产生高温、较低温、强辐射线等部位,应有屏护措施。⒀有电器的机器设备都应有良好的接地(或接零),以防止触电,同时注意防静电。⒉安装和使用过程中的预防措施⑴要按照制造厂提供的说明书和技术资料安装机器设备。
钢绞线穿束施工工艺流程
制孔——穿束——张拉——压浆
2.3、分节段施工的连续桥梁,钢构桥梳编穿束注意事项:?1)对于分节段施工的连续桥梁,钢构桥,宜采用梳束板束,梳束板上各孔的大小应略大于钢绞线直径,也不宜过大,防止其在穿束过程中扭转与其他钢绞线缠绕。
4.2、制孔
预应力孔道位臵及材质应符合设计要求,并满足灌浆工艺的要求。制孔管应管壁严密不易变形,确保其定位准确,管节连接应平顺。孔道锚固端的预埋钢板应垂直于孔道中心线。孔道成型后应对孔道进行检查,发现孔道阻塞或残留物应及时处理。?4.3、穿束 【尾词二】定制200米钢绞线穿束机
【尾词二】定制200米钢绞线穿束机 全自动钢绞线穿束机全自动钢绞线穿束机:200米钢绞线穿束机型号
全自动钢绞线穿束机全自动钢绞线穿束机:200米钢绞线穿束机型号